 当前位置:
当前位置:油路刀柄
日期:2017-12-15
油路刀柄,适用于内冷却硬质合金钻头使用,可快速实现外冷转内冷功能,高压内冷可有效排除铁屑,提升加工效率,降低切削刃温度延长钻头使用寿命。OER油路刀柄内部轴用密封结构设计,结构简单方便维修更换内部密封,可实现多次更换密封延长刀柄使用寿命。此款刀柄安装快速方便,不适合自动换刀应用。
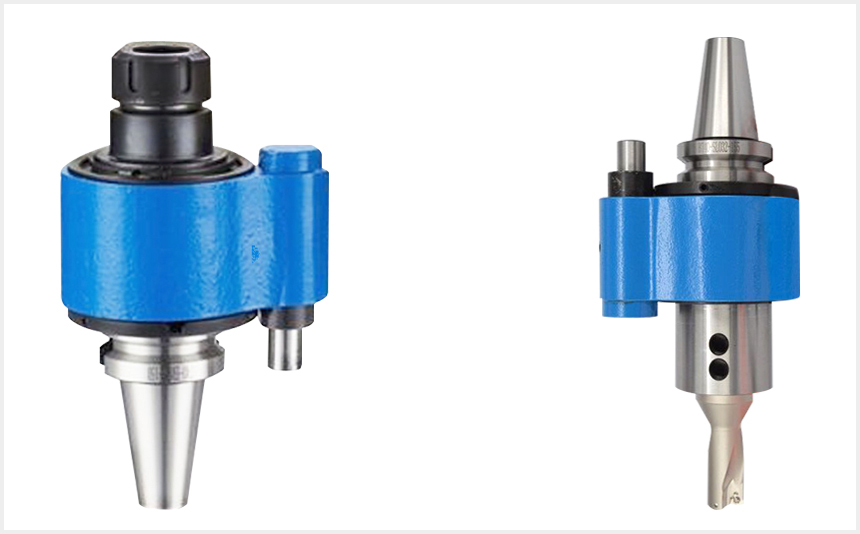
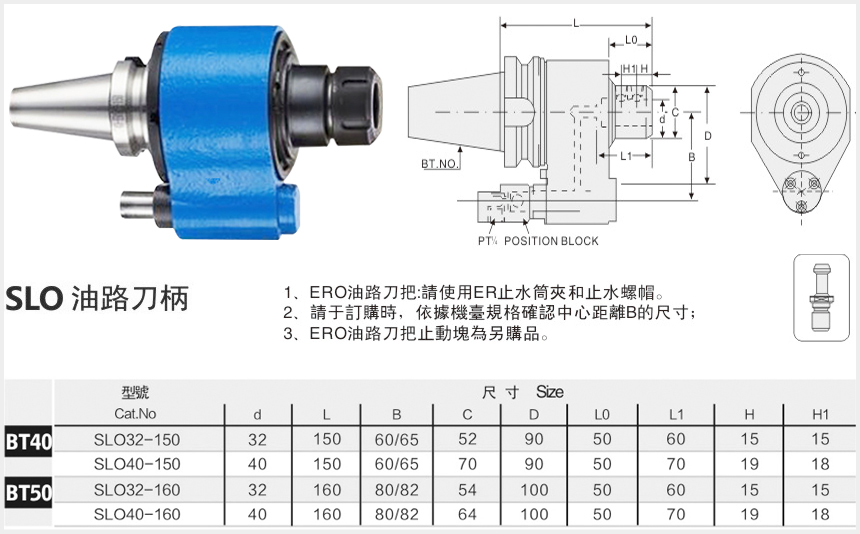
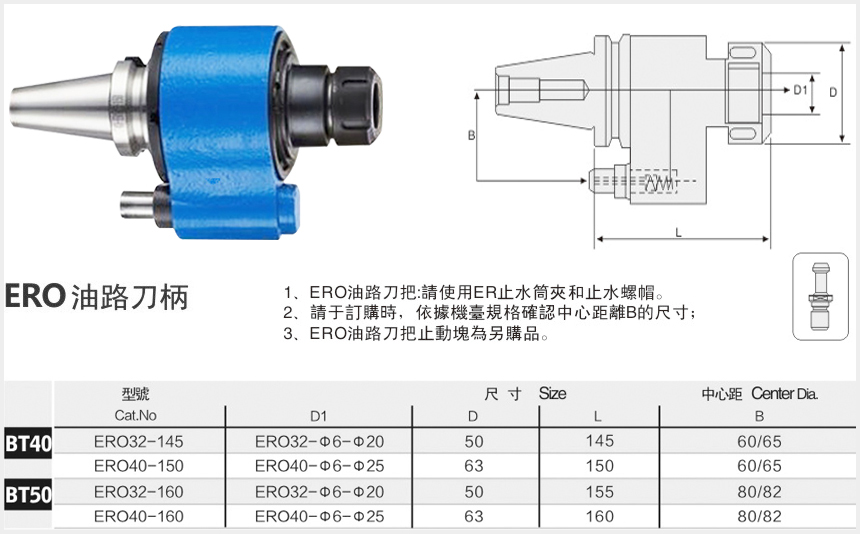
油路刀柄常用的分为两种类型:SLO油路刀柄4个型号。ERO油路刀柄4个型号,ERO油路刀柄需要使用ER止水筒夹和止水螺帽。
ERO油路刀柄规格尺寸表
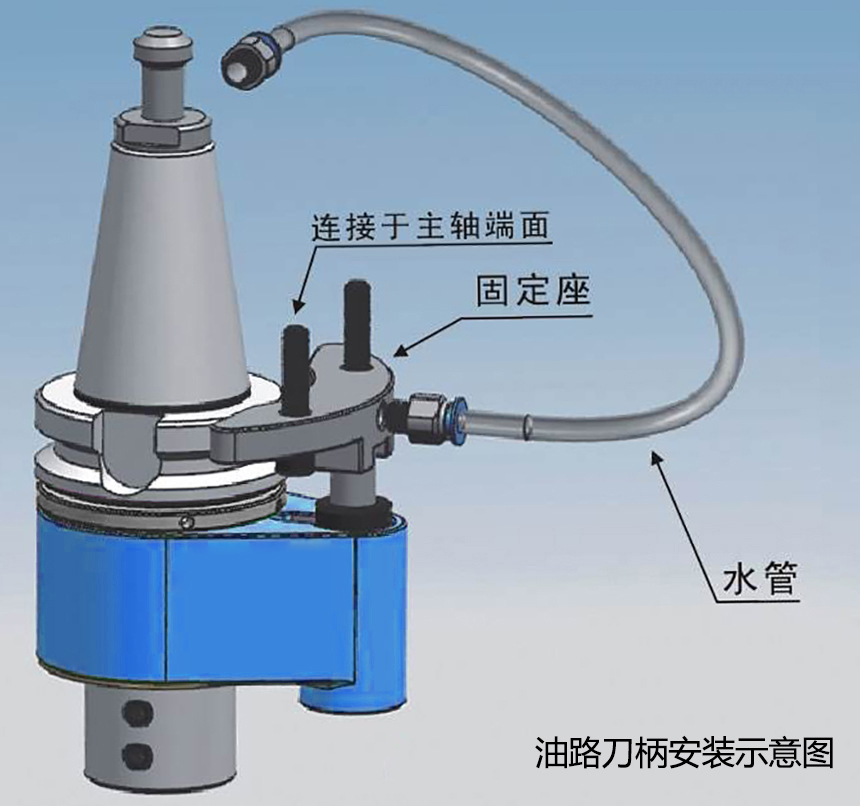
油路刀柄安装调整步骤
1.确认刀柄中心至定位柱的距离:BT40=65mm;BT50=80mm,再与机床主轴中心至固定座距离做对比。若距离不符,使用厂家调整固定座进水孔位置,再行安装(固定块需要根据机床主轴端面的防尘盖螺孔配)。
a.首先把固定座安装在机床端面,固定块进水管接上。(如图)
b.油路刀柄安装,先把定位健上M6螺纹松开,使定位柱能自由上下移动(注:定位柱下有弹簧),定位环上3只M6螺纹松开使之与油路刀柄主柄自由转动(注:螺纹不能松太出)。
c.机床主轴锁紧,调整油路刀柄主柄键槽与机床主轴键位置,使其对齐同时调整定位柱角度,使其对齐定位块出水孔,压进定位柱后把油路刀柄装上机床主轴(注:装上后要检查定位柱与定位块进水是否对齐且定位柱上端面要与定位块下端面贴紧,否则会出现漏水)。如不能紧贴,需调整定位块向下的距离或定位块厚度。
d.检查是否装好后打开出水,检查出水是否是从油路刀柄中心出或其他地方是否漏水。机床主轴后油路刀柄主轴转动时外壳是否紧固(第一次使用时建议用手动)。
2.以上完成后,先用S100-300-500进行油路刀柄跑合(10分钟)在使用过程中最高转速不得超过BT40 S3500,BT50 S3000。
油路刀柄的特点:
刀柄灵巧,装缷简单,夹持力稳定,通用性高,有效提升加工效率和产品加工的稳定性。广泛应用于CNC加工中心。
刀柄灵巧,装缷简单,夹持力稳定,通用性高,有效提升加工效率和产品加工的稳定性。广泛应用于CNC加工中心。
 后拉刀柄 |
 bt刀柄 |








