 当前位置:
当前位置:数控刀柄标准详细图解
日期:2017-12-16
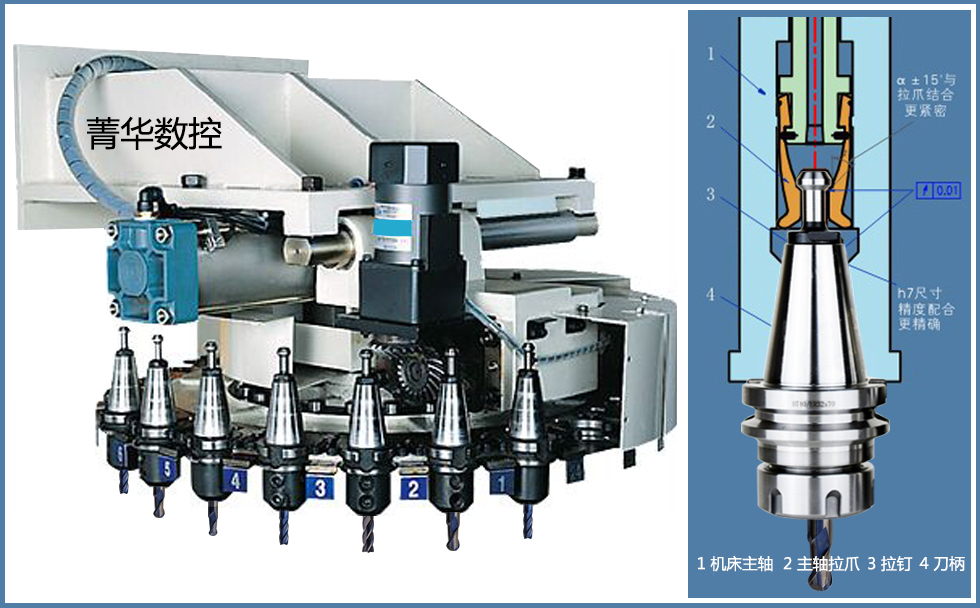
数控铣床和镗铣加工中心使用最多的是7∶24工具锥柄。但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:
一,中国国家标准GB 10944-89“自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄”;
自动换刀机床用7∶24工具锥柄的中国国家标准GB 10944-89是参照采用国际标准ISO 7388/1:1983制定的,除对极个别项目数据进行了圆整(如尾部螺纹底孔深度13)或未规定数据(如法兰上的键槽根底倒角)外,其它数据完全相同。外形尺寸相同,分为A型和B型两种:A型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”;B型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。二者均带贯通孔,用于冷却液流通。
手动换刀用7∶24工具锥柄的常见标准有国家标准GB 3837.3-83和国际标准ISO 297-82,以及机械行业标准JB 3381.1-83。1∶10空心工具锥柄目前已有国家标准GB 19449.1-2004“带有法兰接触面的空心圆锥接口
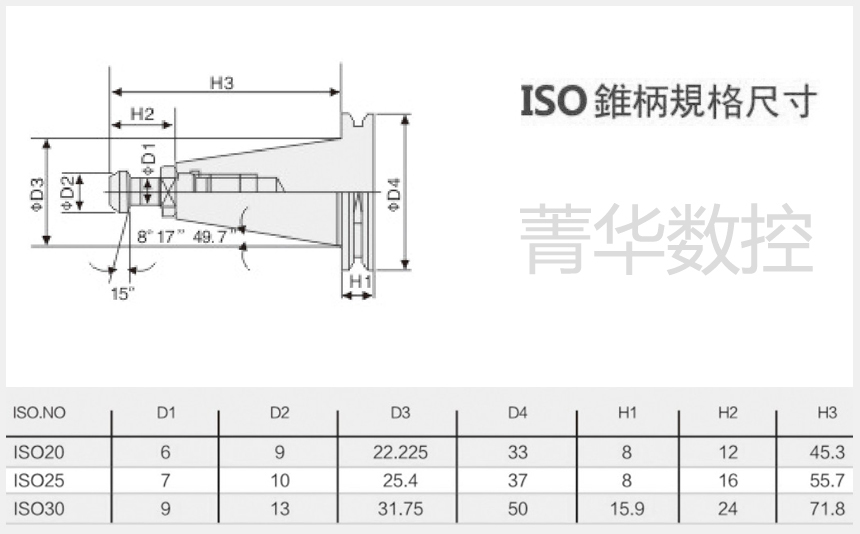
二,国际标准ISO 7388/1:1983(40、45和50号工具锥柄)和ISO 7388/3:1986(30号工具锥柄);
国际标准ISO 7388/1:1983又是参照德国标准DIN 69871-1的A型工具锥柄制定的,所以这三个标准的外形尺寸相同。在国内,其工具锥柄的代号为“JT”。其特征是:法兰厚度较小;有一装刀用的定位缺口;两个端键槽为不对称分布。

三,德国标准分DIN 69871-1:1995(30、40、45、50和60号工具锥柄)和DIN 69871-2(40、45、50、55和60号工具锥柄)两种;
自动换刀机床用7∶24工具锥柄在德国标准DIN 69871-1中分为A型、AD型和B型三种:A型为螺纹底孔不通的;AD型为螺纹底孔贯通的;B型为法兰端面供水的。而DIN 69871-2则只有C型一种,为双平行法兰、无V型槽的,现在已很少采用。其工具锥柄代号虽然标准中未作规定,但在德国其代号通常称为“SK”。
原德国标准DIN 69893-1:1996已被新的标准DIN 69873-1:2003代替,新的德国标准也等同采用了国际标准ISO 12164-1:2001的内容。其它常见结构的1∶10工具锥柄基本采用企业标准,如美国肯纳公司的KM型系列、瑞典山特维克公司的Capto系列、德国瓦尔特公司的NOVEX系列等。
德国标准DIN 6988-1987的拉钉有A型和B型两种,A型带贯通孔;B型不带贯通孔,但有密封圈用环形槽,以防止冷却液从尾部泄漏。两种拉钉的拉紧面斜角均为15°,用于不带钢球的拉紧装置。
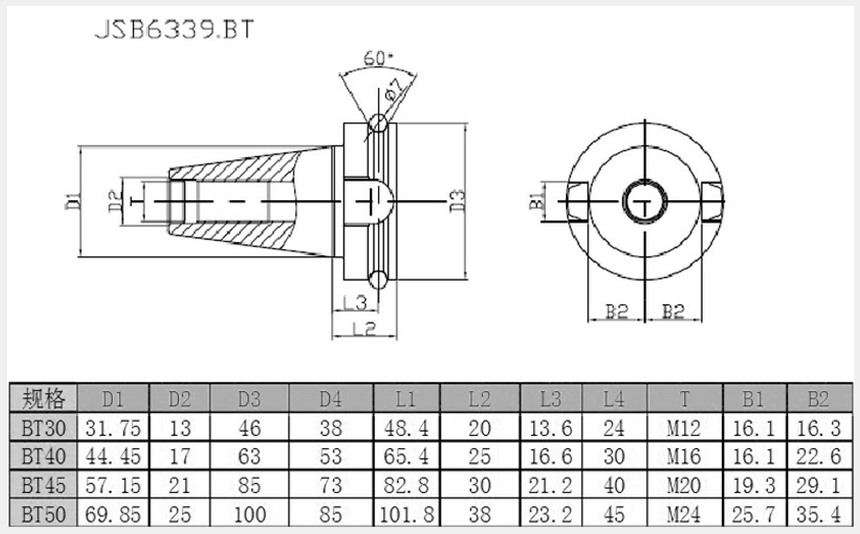
四,日本现行标准为JIS B 6339:1998(30、35、40、45、50、55和60号工具锥柄),用于代替日本工作机械工业会标准MAS-403:1975(40、45、50和60号工具锥柄);
自动换刀机床用7∶24工具锥柄的日本标准JIS B 6339:1998虽已替代了日本工作机械工业会标准MAS-403:1975,但由于其主要外形尺寸相同,对使用基本没有影响,所以在不少制造商的样本上仍然标注MAS-403标准代号,而未标注JIS B 6339。但应注意,这两个标准所用的拉钉是不同的。其工具锥柄代号为“BT,特征为:法兰厚度较大;V型槽非对称分布,靠近工作部分一侧;两个端键槽对称分布;端键槽不铣通。
日本标准JIS B 6339:1998的拉钉只有一种型式,拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“xxP”。日本工作机械工业会标准MAS-403的拉钉则有Ⅰ型和Ⅱ型两种:Ⅰ型拉钉的拉紧面斜角为30°,用于不带钢球的拉紧装置;Ⅱ型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置。使用时应注意,这两种拉钉的头部长度比JIS B 6339:1998标准的拉钉头部直径小,颈部长度长,其代号为“PxxT”。
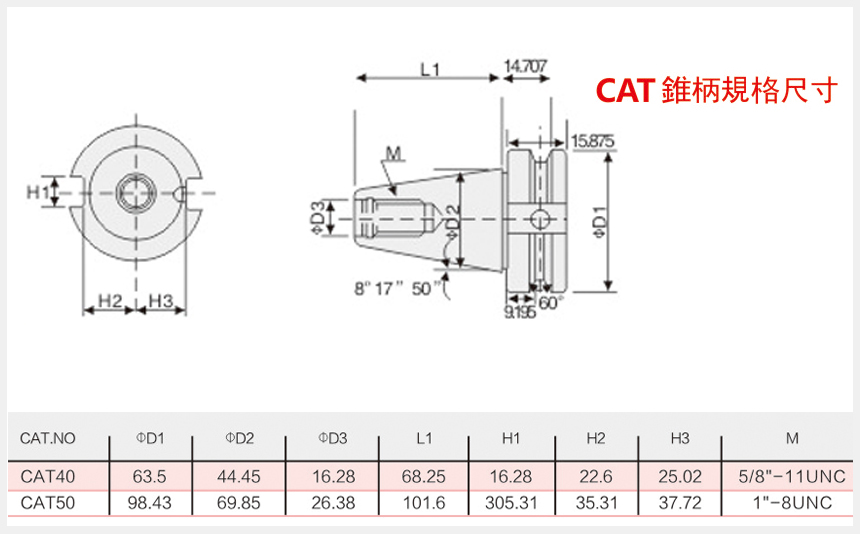
五,美国现行标准为AMSE B5.50-1994(30、40、45、50和60号工具锥柄),用于代替ANSI/AMSE B5.50-1985标准。
自动换刀机床用7∶24工具锥柄的美国标准AMSE B5.50-1994已替代了ANSI/AMSE B5.50-1985,同样,由于外形尺寸相同,很多制造商在样本上仍标注ANSI/AMSE B5.50,或只标注ANSI。其工具锥柄代号虽然标准中未作规定,但通常称为“CAT”,其特征为:法兰厚度较小;两个端键槽为非对称分布;在一个端键槽的底面上钻有识别孔,用于刀具定位。其尾部螺纹应为UNC制螺纹,国内制造商为方便用户使用,改为对应的公制螺纹,其它尺寸不变。
美国标准AMSE B5.50-1994的拉钉只有一种型式,拉钉的拉紧面斜角为45°,且凸缘与螺纹之间无定心圆柱。螺纹应为UNC制螺纹,国内制造商为方便用户使用,也改为对应的公制螺纹,其它尺寸不变。
 数控刀柄型号尺寸大全下载 |
 数控刀柄是做什么用 |








